 By Sun
By Sun
The Origin of Coiled tubing
Introduction
Coiled tubing, also known as continuous tubing or abbreviated as CT, is a kind of tubing made of alloy steel and other materials, which has good flexibility. It can replace conventional oil pipes for many operations. The continuous oil pipe operation equipment has the following characteristics: operation with pressure, continuous lifting and lowering, small equipment volume, fast operation cycle, and low construction cost. Therefore, it has broad application prospects in the field of petroleum equipment.
Prototype from 1940s to 1950s
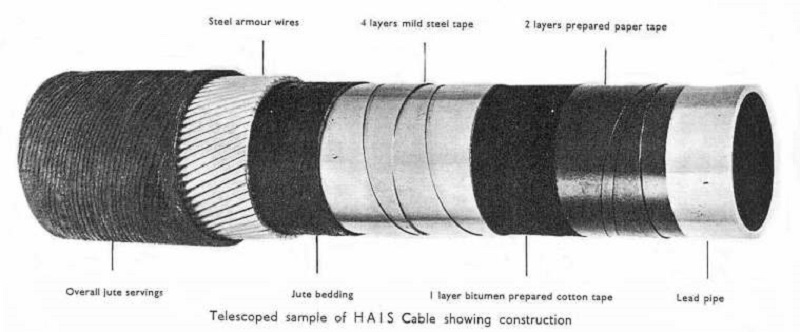
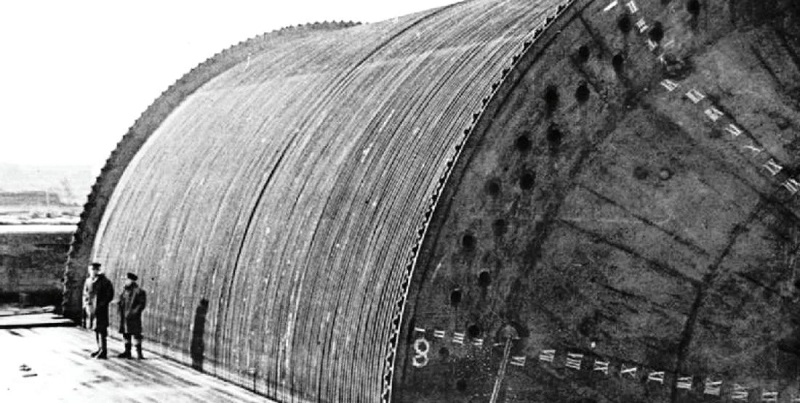
The origin of the modern coiled tubing industry can be traced back to June 1944, when the project Pipeline Under the Ocean, also known as PLUTO, spanning the English Channel was carried out before the Normandy landings during World War II. A total of 23 pipelines were laid in the Channel to provide energy for Allied forces in their battle to liberate occupied European territories. The inner diameter of the pipeline is φ 76.20 mm (3 inches), pre made into small segments approximately 1219.2 m long, welded and welded together on wheels with a diameter of 12.2 m, supported by pontoons and floating on the sea surface, towed and transported by submarine cable laying vessels. Out of the 23 pipelines, 17 are 30 miles long, while the remaining 6 are 70 miles long.
After World War II, in order to meet the needs of post-war reconstruction, the concept of coiled tubing was continued. In the late 1940s, many inventions related to the operation of coiled tubing or cables had already been patented, and the idea of using continuous wrapped metal wire nylon hoses for drilling had also been patented. These patents were not approved until the 1950s. However, there was no large-scale manufacturing or application of related products at that time. What’s more, there is a significant gap between the coiled tubing at that time and modern products.
Exploration in the 1960s
The design of modern coiled tubing can be traced back to the early 1960s, when Bowen Company in the United States developed a vertical reverse rotation chain traction device called the A/N Bra-18A antenna transmission system, designed to extend the radar antenna out of the sea when submarines descend. The system can be deployed at a depth of 182.88 meters underwater with a diameter of φ 15.875 mm (5/8 in) polyethylene compressed brass wire, with fiber reinforced phenolic saddle shaped clamp blocks placed between the chains. The opening of the clamp block matches the outer contour of the antenna to facilitate the clamping of the antenna. The antenna drum is placed under the injection head to facilitate the deployment and retrieval of the antenna. The basic design principle of this system provides a technical design idea for the establishment of Bowen Company’s coiled tubing injection head system.
In 1962, California Oil Company and Bowen Tools developed the first experimental prototype, called the “coiled tubing portable workover rig,” for flushing and sand plugging tests on oil wells in the Gulf Coast region. The original “Unit No.1” injection head design used a vertical reverse rotation chain drive system, and the outer diameter of the coiled tubing used at the time was φ 33.40 mm (1.315 in). It can withstand a ground load of 13608 kg, with a drum core diameter of 2.743 meters. The drum is equipped with a rotating joint to ensure continuous pumping of liquid underground throughout the entire workover process. The drum can load 15.24 m thick continuous pipelines, with a total length of up to 4572 m.
From mid-1963 to 1964, multiple sand cleaning and downhole safety valve salvage tests were conducted on onshore and offshore oil wells in South Louisiana, United States. The equipment provided by California Oil Company to Louisiana at that time was called a “reel”, and in the following years, it was used to φ 33.40 mm coiled tubing has successfully conducted multiple concentric workover operations.
In 1964, Brown Petroleum Tools and ESSO improved the existing injection system and proposed a new coiled tubing injection system. According to the new design concept, the coiled tubing is required to move along a triangular groove wheel and be fixed with an arc-shaped chain rolling mechanism. Forge the curved chain roller and saddle shaped clamp block together, similar to Bowen chain, and clamp the oil pipe onto the roller. The injection mechanism is fixed on a lightweight hydraulic support and the chain drive mechanism is suspended directly above the wellbore through the support. This device is designed for manipulation φ 19.05 mm (3/4 in) coiled tubing has been used in onshore and offshore sand flushing operations for many years.
In 1967, Brown Company launched an injection system that was smaller in size for manipulating φ 12.7 mm (1/2 in) coiled tubing and leased to NOWSCO for nitrogen well flushing operations. Due to the implementation of this operation function, NOWSCO company has signed a contract with Bowen company to develop 12 “5M” continuous tubing devices for operating 2267 kg φ 12.7 mm coiled tubing. At the end of 1968, Bowen Company developed the “8M” coiled tubing injection head, designed for lifting and lowering a weight of 3631.3kg φ 19.05mm coiled tubing string.
From the late 1960s to the early 1970s, Bowen and ESSO both made many improvements to their respective coiled tubing devices. At that time, the outer diameter of the coiled tubing used on site had reached φ 25 4 mm (1 in). In the early 1970s, the number of various coiled tubing operation devices used in the oil and gas industry rapidly increased, with over 200 coiled tubing operation machines applied worldwide for well flushing and nitrogen lifting operations. This stage was the development and exploration stage of coiled tubing, which had a smaller diameter and was mainly used for shallow well operations. The material used for coiled tubing is high-strength low alloy steel with a yield strength of 344.7 MPa, which is welded by rolling straight welds on steel strips. The pipe section is 76.2 meters long.
From the 1960s to the 1970s, it was the emergence and exploration stage of coiled tubing technology. Due to the inherent strength and technical imperfections of coiled tubing, accidents frequently occur and its safety and reliability are poor. It is only used for simple workover operations such as well flushing and fishing.
At this point, continuous tubing, after its embryonic form during World War II, research after the war, and exploration in the 1960s, gradually developed into a modern concept of continuous tubing, and gradually improved in the future, obtaining more widespread applications
![]()
Get Best Pumping Unit
Join Shengji Petroleum Newsletter to get more information of pumping units, petro services.
